Bulk Enzymes for Multi-SKU Beverage Contract Manufacturing
Switchyard Catalytics is an enzyme supplier for beverage co-packers that need practical, plant-ready enzyme options for changing raw materials, tight production windows, and filtration constraints.
If your week moves from brewed tea to juice blend to functional beverage to botanical extract, one enzyme strategy will not cover every tank. You need a controlled cabinet: the right enzyme families, documented use cases, clear trial boundaries, and support that understands how a co-pack line actually runs.
Built for co-packers running many formulas, not one perfect process
Contract beverage plants take on the variability other brands do not want to own. Pulp loads shift. Fruit bases arrive with different viscosity. Botanicals bring haze. Fiber and starch can drag down filtration. Sweeteners, acids, heat steps, and hold times change by customer.
A practical enzyme cabinet helps your team respond without turning every batch into a science project.
Switchyard Catalytics supports bulk enzyme supply for:
- Juice blends and fruit bases
- Tea and botanical beverages
- Functional drinks with fiber, plant extract, or protein components
- Syrup and concentrate preparation
- Ready-to-drink beverages with haze or sediment risk
- High-solids ingredients that slow blending, transfer, or filtration
- Seasonal or private-label SKUs where raw material behavior changes fast
What the enzyme cabinet solves on the plant floor
1. Viscosity that slows tanks, pumps, and changeovers
High-pectin fruit bases, fiber-containing ingredients, and botanical solids can make a batch behave heavier than expected. That affects agitation, transfer time, screen loading, and downstream filtration.
The right enzyme selection can help reduce viscosity, improve flow behavior, and make tank emptying more predictable. For co-packers, that means fewer surprises between batching and packaging.
2. Filtration bottlenecks that steal line time
Filtration trouble rarely stays isolated. It can back up tanks, force unplanned holds, and make the packaging schedule harder to protect.
Switchyard Catalytics helps co-packers evaluate enzyme options that support filtration relief by targeting pectin, starch, cell wall materials, or protein-related contributors depending on the formula and raw material set.
3. Haze control without guessing at the line
Some beverages need clarity. Others need stable, intentional appearance. Problems start when haze changes during hold, after heat treatment, or after filling.
We help teams build enzyme trials around beverage behavior: turbidity trend, sediment formation, ingredient compatibility, thermal step, hold time, and filtration target. The goal is not a vague “clearer product.” The goal is predictable appearance against the customer specification.
4. Faster decision-making across many SKUs
A co-packer does not have unlimited time to qualify every process aid from scratch. Your enzyme program should separate routine use cases from special-case trials.
We help organize enzyme supply around the questions your team actually asks:
- Is this a viscosity problem, a haze problem, or a filtration problem?
- Is the raw material fruit, tea, botanical, cereal-based, protein-bearing, or mixed?
- Does the enzyme act before heat, during hold, or in a defined pre-treatment step?
- What does success look like: faster transfer, lower filter load, improved clarity, better yield, or fewer stuck batches?
- What documentation does the customer or quality team need before production use?
Enzyme categories commonly used in beverage co-packing
Pectin-focused enzyme blends
For fruit bases, juice blends, purees, and plant materials where pectin contributes to viscosity, cloud instability, or poor filtration.
Cellulase and hemicellulase systems
For plant cell wall materials that slow extraction, increase solids burden, or create processing drag in botanical and fruit-containing beverages.
Amylase options
For starch-bearing ingredients, cereal components, or raw materials where starch contributes to haze, thickness, or filtration resistance.
Protease options
For selected protein-containing systems where protein behavior contributes to haze, sediment, or processing inconsistency. These require careful compatibility review because beverage texture and label expectations matter.
Tannase and specialty clarification tools
For tea, botanical, and polyphenol-rich beverages where haze formation, extract behavior, or appearance stability needs a tighter process window.
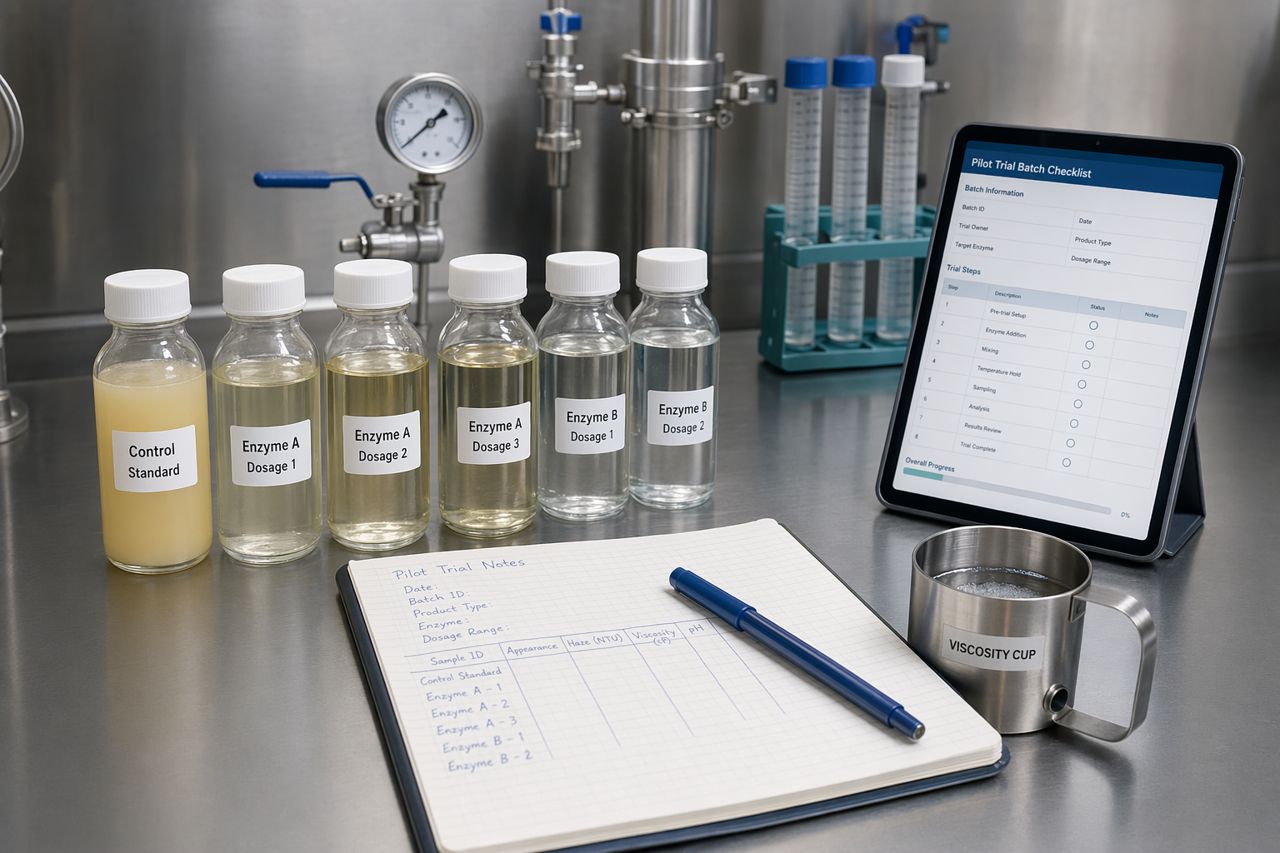
How Switchyard Catalytics supports a beverage co-pack trial
We keep the process disciplined. Your operators and QA team need a trial that can be run, observed, documented, and repeated.
A typical support path includes:
- Formula and process review — raw materials, heat steps, pH range, hold time, filtration equipment, clarity target, and packaging schedule.
- Use-case selection — viscosity reduction, filtration relief, haze control, extraction support, or sediment management.
- Enzyme shortlist — practical bulk options matched to ingredient behavior and process constraints.
- Bench or pilot plan — small-scale comparison with clear acceptance criteria before production disruption.
- Plant-trial guidance — dosing point, mixing discipline, contact window, stop condition, and documentation checklist.
- Bulk supply planning — packaging format, lead time, lot documentation, and reorder rhythm matched to production demand.
What buyers should expect from a serious enzyme supplier
For beverage co-packers, supplier value is not just product availability. It is operational confidence.
Switchyard Catalytics focuses on:
- Bulk supply readiness for repeat production
- Practical enzyme matching by beverage type and raw material behavior
- Trial support that respects production schedules
- Documentation suitable for purchasing, QA, and customer approval workflows
- Clear communication on storage, handling, and use conditions
- No one-size-fits-all claims when the formula needs a controlled evaluation
When to bring us in
Bring Switchyard Catalytics into the conversation when:
- A new customer formula is likely to clog filters or run heavy in the tank
- A fruit or botanical ingredient varies by season or supplier
- A clarified beverage is missing its appearance target
- A high-solids SKU is slowing changeover discipline
- Your current enzyme option works for one beverage but not the next
- Procurement needs bulk supply stability before a commercial launch
- QA needs a cleaner process narrative for customer approval
Request a quote for bulk beverage enzyme supply
Tell us what you are running, what the bottleneck is, and what your timeline looks like. We will help identify a practical enzyme supply path for your co-pack operation.
Use the on-site form and include beverage type, raw material issue, target outcome, production scale, and preferred packaging format.